|
棉织物的前处理--煮练
棉织物前处理须经烧毛、退浆、煮练、漂白、丝光等工序,工艺流程较长,使用的设备也多。经过这些加工过程,可以除去棉纤维中的天然杂质及纺织过程中带来的浆料污物,获得纯净的棉织物,为后续印、染工序提供合格的半制品。
在棉织物加工中,烧毛与丝光必须以平幅状态进行,其它过程用平幅或绳状均可,但厚织物及涤棉混纺织物仍以平幅加工为宜,以兔生成折皱,影响染色加工。各工序加工要求及有关设备分述于下。
煮练
退浆洗净后的织物即可进入煮练工序。煮练是棉及棉型织物前处理工艺中主要工序,因为棉纤维伴生物、棉籽壳及退浆后残余浆料都必须通过煮练除去。使织物获得良好的润湿性及外观,以利后加工顺利进行。
1、煮练液成分及其作用
烧碱是棉及棉型织物煮练的主要用剂,在较长时间热作用下,可与织物上各类杂质作用,如脂肪蜡质被碱及其生成物皂化乳化,果胶质生成果胶酸纳盐,含氮物质水解为可溶性物,棉籽壳膨化容易洗掉,残余浆料进一步溶胀除去。为了加强烧碱的作用,在练液中还需加入亚硫酸氢钠、水玻璃、磷酸三钠和润湿剂。亚硫酸氢钠作用是防止煮练时纤维素被空气氧化,还可协助烧碱除去木质素。水玻璃能吸附和凝集练液中铁质及杂质,避免在织物上产生钙渍及防止杂质重新吸附在织物上,还能增加织物的白度和润湿性;水玻璃用量不能过多,否则将影响织物的手感。磷酸三钠是软水剂。润湿剂能使织物煮练匀透,可选用耐碱、耐酸、耐硬水、耐高温作用的表面活性剂,如红油、渗透剂ABS,平平加等。如将非离子表面活性剂与阴离子表面活性剂拼混应用(如渗透剂JFC与ABS拼混),有较好协同效果。
2、煮练设备与工艺
棉布煮练依织物加工形式不同有绳状与平幅两种。两种加工形式中又有间歇式和连续式之分。间歇式加工中绳状加工以煮布锅为代表,平幅加工以轧卷式练漂机为代表,连续式加工中绳状可以绳状汽蒸连续煮练机为代表,平幅以履带式平幅汽蒸煮练机为代表。中薄棉织物适宜在绳状汽蒸连续煮练机上加工,厚型棉织物如卡其、华达呢及涤棉混纺织物在绳状加工时容易产生折皱与擦伤,影响成品质量,因而适宜在平幅煮练设备上加工。此外,煮练设备还可分为高温高压式与常压式两种。煮布锅属于高温高压式,其余设备大都为常压式。高温高压式煮练效果较好,目前平幅连续式高温高压设备尚不成熟。
①煮布锅煮练:煮布锅是使用较早的一种间歇式煮练设备,目前已逐渐被较新型的煮练设备取代,但因煮练效果较好,仍被一些工厂用于纯棉及维棉混纺织物的煮练。
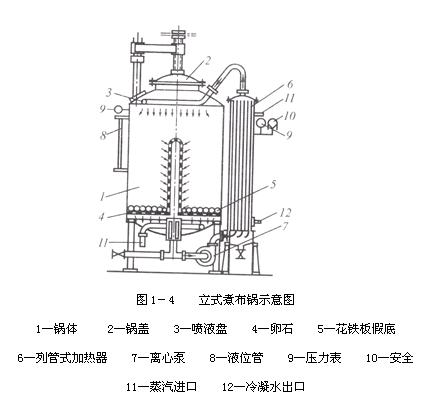
棉印染厂煮布锅多为立式,由直立的铁质圆筒形锅、外加热器、循环泵等组成,如图1-4所示。
锅身是煮布锅主体,一般高约3m,直径约2.5m,锅内容布重量即是煮布锅的容量,煮布锅容量有2.5t、3t等多种。锅内上口装有淋洒管,锅底稍上处装有铁栅或花铁板构成的假底,假底上堆有卵石,煮练时织物堆积在卵石上,不与假底接触,以免沾污铁锈及堵塞假底孔隙,使练液能够循环通畅。在假底与真底之间,装有直接蒸汽管,为煮练开始时快速加热用。锅身上部装有汽压表、安全阀、排汽管,锅身上侧装有液位指示管,锅身下部还有排液管,并有与外循坏泵相连的循环管。外加热器为列管式加热器,加热器内有数十根钢管,上下两端分别与锅身相通,钢管内流通煮练液,管外通蒸汽,对管内煮练液间接加热。外加热器与锅身的管路间装有循环泵,使锅内煮练液强制循环。为保持锅身温度及防止散热,锅身及加热器外壁都用石棉包扎保温。织物煮练时,练液通过布层流至锅底,由循环泵抽出送经外加热器,再通过锅口的淋洒管喷入锅内,透过堆积锅内的织物,重复循环至煮练过程完成。
煮布锅煮练的工艺流程如下:
轧碱→进锅堆布→煮练→水洗→出布。
轧碱可以使烧碱煮练液浸透织物内部,轧碱液中烧碱浓度一般是:薄织物8~1Og/L、厚织物12~15g/L,水玻璃、亚硫酸氢钠、磷酸三钠、表面活性剂等适量。进锅堆布可用两人同时操作双头进布,或用自动甩布器堆布,堆布应均匀,疏密合适,不可松紧不一,造成练液短路,使煮练不匀。预先配制好的练液伴同堆布过程同时进锅。堆布完毕,练液加够浴比为,1:3~4,在布堆表面盖上麻布,压以重物,防止织物在煮练液中上浮以及练液循环时织物纠缠打结,造成出布困难。然后将锅盖拧紧密闭,开始煮练,经过升温排除锅内空气,待温度达到120~130℃,表压1.2~2Kg/cm2(117~206kPa)时开始计时,保持压力及良好循环3~6h。煮练完毕后,关闭外加热器蒸汽阀,缓慢开放锅底排液阀,待锅内压力下降至0.3kg/cm2(29kPa)时,用70℃热水5~6t上冲下放,再用冷水冲至洗液澄清为止,然后开盖,停止循环泵运转,引布出锅。
厚重织物用25~35g/L烧碱液浸轧打卷,逐卷吊入锅内,竖立整齐,再加进4~8g/L的碱液于2kgf/cm2(196kPa)压力下,温度130℃左右煮练8~10h。后处理与绳状煮练相同。
煮布锅的缺点是生产周期长,操作繁复,劳动强度大,生产率低,虽然煮练质量较好,但因上述缺点难以克服,目前新建印染厂很少采用。
②
绳状汽蒸连续煮练机:是一组联合机,由多台绳状轧洗机、绳状汽蒸容布器等组成。
绳状汽蒸容布器又称为汽蒸伞柄箱或J形箱,是联合机的主要机台,如图1-5所示。
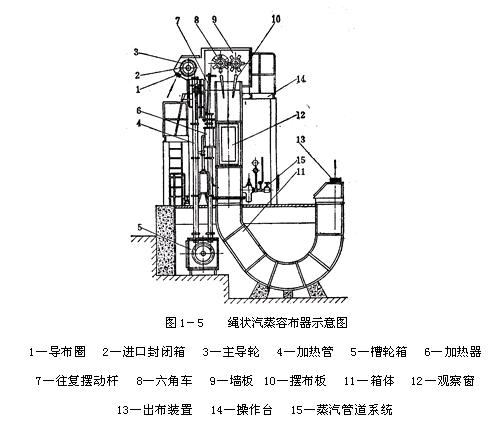
汽蒸容布器箱体由上部直箱与下部弯箱组成。容布量应考虑能堆放汽蒸1.5h左右。直箱顶部布一对六角轮,牵引织物落入箱中,六角轮下部有一对摆布斗,使织物按纵向均匀堆放。箱外还有一能往复摆动的导布瓷圈,使织物按横向均匀堆放。
织物在容布器前的管形加热器中用饱和蒸汽喷射加热,加热后织物温度迅速提高,并带有饱和蒸汽进入容布箱体进行汽蒸堆置。绳状连续汽蒸煮练工艺流程如下:
轧喊→汽蒸→轧碱→汽蒸→水洗。
煮练液含烧碱量,薄织物为20~30g/L,厚织物30~4Og/L。表面活性剂、亚硫酸氢钠、磷酸三钠含量适量。于70~80℃时轧碱,轧余率110%~130%,汽蒸温度100~102℃,时间60~90min,车速140m/min。
绳状汽蒸煮练的优点是能够连续生产,生产周期短,生产率高,劳动强度低,用汽量较省,适用于6m2/kg以下的中薄棉织物。该机生产能力高达6000万m/年,一般用于印花布生产量大的大型印染厂。因为是绳状加工,对厚重织物不适用,煮练去杂效果也不如煮布锅,而且整机占地面积较大。
③ 履带式汽蒸煮练机:
履带式汽蒸煮练机有导辊履带式及平板履带式两种机型,以后者使用较广泛。此机结构简单,操作方便,织物不易擦伤。由于堆积布层较薄,折痕程度轻,张力也小,汽蒸效果较好。全机由浸轧槽、履带式汽蒸箱及平洗槽等组成。织物浸轧煮练液后进入汽蒸箱,先在上下导辊间运行,受饱和蒸汽汽蒸,使织物温度升高,最后由履带运到出布口处,由出布辊牵引出蒸箱,完成煮练。如图1-6所示。
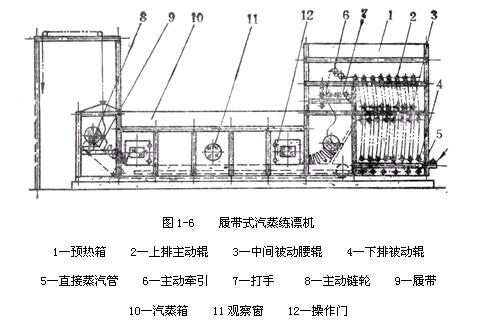
平板式履带由多孔或多缝的不锈钢长条形薄板连成履带,围绕在箱底的一排辊筒上,辊筒缓缓转动,带动履带低速向前移动,堆在履带上的织物也随之向前移动。此机对于厚薄织物都适用,是目前棉印染厂中较为广泛使用的一种煮练设备。履带式导辊则由多支主动的不锈钢导辊排列而成,导辊装在汽蒸箱两侧墙板上,不能位移,而由各导辊的缓缓转动使堆在辊面上的织物向前缓缓运行,此机适用于轻薄织物。
平幅汽蒸连续煮练机工艺流程如下:
轧碱→(湿蒸)→堆置履带上汽蒸→水洗。
轧碱时煮练液中烧碱含量为40~70g/L,表面活性剂、亚硫酸氢钠等含量适量,轧余率80%~90%,温度100~102℃,汽蒸1~1.5h,车速一般在4O-100m/min。汽蒸箱内应充满饱和蒸汽,以免表层织物被局部蒸干,造成织物脆损。可在蒸箱底部盛满煮练液,使蒸汽管在液面下部喷出蒸汽,以保证供给饱和湿蒸汽。
为适应前处理高速、高效的要求,履带式煮练机仍在发展中,目前有多导辊汽蒸加双层履带式,车速可达159m/min。还有蒸煮结合的液下履带式。延长织物汽蒸时间并结合煮练,可以提高煮练效果。
平幅汽蒸煮练设备除履带式外,尚有叠卷式、翻板式、轧卷式等汽蒸煮练设备,但都不及履带式结构简单、操作维修方便。此外,尚有平幅高温高压连续煮练机,煮练温度可达132~138℃,因此可以缩短煮练时间至3~5min。但由于织物处于连续运动状态,在机器上织物的进出口密封问题尚未妥善解决,目前虽已有唇封式及辊封式封口装置,由于机内温度高,织物连续运动,使封口装置都不经久耐用。
棉布的煮练效果可用毛细管效应(简称毛效)来衡量。测试时将煮练后洗净干燥的织物一端垂直浸在水中,测量30min后水在织物上上升高度,即为毛效。一般要求达到8~10cm/30min。
|