|
棉织物的前处理--丝光
棉织物前处理须经烧毛、退浆、煮练、漂白、丝光等工序,工艺流程较长,使用的设备也多。经过这些加工过程,可以除去棉纤维中的天然杂质及纺织过程中带来的浆料污物,获得纯净的棉织物,为后续印、染工序提供合格的半制品。
在棉织物加工中,烧毛与丝光必须以平幅状态进行,其它过程用平幅或绳状均可,但厚织物及涤棉混纺织物仍以平幅加工为宜,以兔生成折皱,影响染色加工。各工序加工要求及有关设备分述于下。
一、开幅轧水烘燥
织物练漂后,平幅织物在轧烘机上烘燥,提供给后续工序如丝光、染色、印花使用。对绳状加工的织物还需开幅,展开成平幅状,经轧烘后成为合适的半制品。
(1)开幅
开幅时绳状织物从堆布池中引出,经过导布圈入机,首先受到打手作用,打手由两根稍呈弧形的铜管组成,它与织物行进方向成反向高速回转。打手通常有两个,绳状织物在打手作用下展开成平幅,打手和导布圈距离应不少于6m,距离过短,绳状织物不易展开,距离过长,织物因本身重量下垂会使织物的伸长增大。
(2)轧水
织物练漂水洗后,织物上含水分较多,在烘燥前应尽可能轧去水分,以提高烘燥机效率,节省蒸汽。轧水机常用立式轧车,这类轧车有二辊及三辊两种,根据轧水要求配备。轧辊由铁或钢制的硬轧辊及软橡胶、纸粕等制的软辊组成。轧水时应控制轧液均匀及轧余率,重型轧车轧余率为60%以下,一般轧车轧余率为75%以下。
(3)烘燥
常用的烘筒烘燥机以2~3柱立式烘筒烘燥机应用最广,每柱烘筒数为8~10个。烘燥时织物pH值应接近中性,避免织物烘燥时发脆,否则应重新水洗后再烘燥。
以上所述是沿用多年的前处理工艺,当前国内外前处理工艺是朝高效、高速、短流程方向发展。我国目前多将退、煮、漂三步法改为退煮一浴或煮漂一浴二步法。也有使用高效助剂将退、煮、漂合并为一浴一步法,在涤棉混纺织物上已获成功,纯棉织物一浴一步法也有进展。退、煮、漂一浴一步法大大缩短了工艺流程,减少了单元机台数,少占厂房面积,还可以节约能源,提高了劳动生产效率,从而降低了前处理成本,是一项值得重视和深入研究的新工艺。
二、丝光
棉纤维用浓烧碱溶液浸透后,可以观察到棉纤维不可逆的剧烈溶胀,纤维横断面由扁平腰子形转变为圆形,胞腔也发生收缩,纵向的天然扭曲消失,长度缩短。如果在对纤维施加张力时浸浓碱,不使纤维收缩,此时纤维表面皱纹消失,成为十分光滑的圆柱体,对光线有规则地反射而呈现出光泽。若在张力持续存在时水洗去除纤维上碱液,就可以基本上把棉纤维溶胀时的形态保留下来,成为不可逆的溶胀,此时获得的光泽较耐久。由于烧碱能进入棉纤维内部,使部分晶区转变为无定形区,去碱、水洗后这种状况也基本保留下来,棉纤维的吸附性能也因此大为增加。
棉织物用浓碱浸渍时,因所受张力不同而有两种状况,一是在经纬向都施加张力条件下浸轧碱液,经冲洗去碱后,织物不再收缩,可使织物获得如丝织物般的光泽,称为丝光处理,一般含有棉纤维的织物大都经过丝光处理;另一种是织物在无张力条件下浸渍浓烧碱液,然后织物以松弛状态堆置,任其自由收缩,可使织物变得紧密、富有弹性,称做碱缩,多用于棉针织物汗布的加工。
棉及其混纺织物经过丝光处理后,棉纤维发生了超分子结构和形态结构上的变化,除了光泽改善外,而且增加了化学活泼性,对染料吸收能力增加,织物尺寸也较稳定,强力、延伸性等都有所增加。
棉混纺织物中除棉纤维外,烧碱对涤纶、维纶等都不产生丝光作用,而且这些纤维对浓烧碱液都较敏感,因而在棉型织物丝光时,应适当调整工艺条件,使涤纶、维纶等不致受到损伤。棉布丝光多安排为前处理的最后工序,即在退浆、煮练、漂白之后进行,这样丝光效果较好,但易受碱液不净的影响,织物白度稍差,对于漂白丝光织物可在丝光前后各漂白一次,或先丝光后漂白。对于一些染色时上染较快,容易造成染色不匀的品种,也可用先染色后丝光工艺。
除了烧碱可用作丝光剂外,有些化学药品如浓硫酸、浓氯化锌溶液、锌酸钠溶液等也可以使棉纤维溶胀,从而得到类似用烧碱丝光的效果,但都难以达到用烧碱丝光的程度,实际生产也有困难,这些化学药剂也不如烧碱价格低廉,来源广,除了偶尔有应用如浓硫酸的酸丝光外,缺乏实际使用价值。值得一提的是液态氨用于棉织品的处理,具有一定的特点,处理后织物的强度、耐磨性、防皱性、弹性、手感等物理机械性能都有明显提高。液氨处理要求专用设备,投资大,废氨回收也较困难,要在工业上广泛使用,还需进一步努力。
1、丝光设备与工艺
丝光机有布铗丝光机、直辊丝光机和弯辊丝光机等几种型式。以布铗丝光机的使用最为普遍。
①布铗丝光机见:见
图1-7。
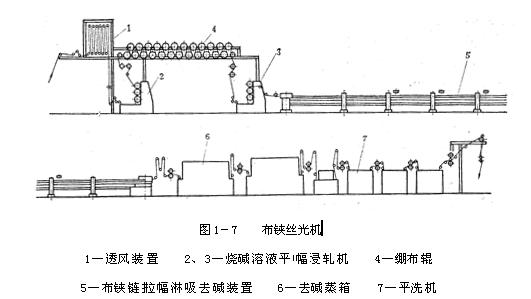
布铗丝光机扩幅能力强,对降低织物纬向缩水率,提高织物光泽都有较好效果,布铗丝光机有单层及双层两种,以单层布铗丝光机使用较广。这两种布铗丝光机都由下列几个部分组成:
平幅进布装置→头道浸轧机→绷布辊筒→二道浸轧机→布铗扩幅装置→冲洗吸碱装置→去碱蒸箱→平洗机→(烘筒烘燥机)→出布。
浸轧机槽内装有多只小导辊,织物反复上下穿过以增加浸碱时间,一般达2Os。第二台浸轧机压力要大些。轧余率小于65%,以减少织物带碱量,便于冲洗去碱。
浸轧槽中碱液浓度控制在180~280g/L,由于棉纤维能吸附烧碱,使槽内烧碱浓度下降,因此需要随时补充浓碱液,以维持槽内碱液浓度。补充碱液浓度为300~350g/L。绷布辊筒是空心的,直径500mm,共约十余个,上下交替排列可以转动。织物出第一道轧槽后便绕经绷布辊筒,辊筒面略呈弧形,织物沿绷布辊筒的包角面尽可能大些,第一道轧车线速度略大于第二道轧车线速度,用这种方法控制织物张力,以防止浸碱后的收缩。织物从头道浸轧机进到二道浸轧机出,约历时30~40s。
为了使织物具有稳定的幅宽和提高产品光泽,必须将带有浓碱的织物纬向拉伸至规定宽度,同时用70~80℃热稀碱液淋洗,至织物带碱量降低至规定值后才放松纬向张力,在布铗丝光机上是通过布铗链伸幅装置来完成这个过程的。淋洗从布铗长度1/3处开始,冲淋器下方配备有带真空泵的吸碱器,可使稀碱液穿透过织物去除。从织物进入头道轧碱槽开始引到第一个冲吸器,织物整个带浓碱时间约50~60s。冲淋液流动方向与织物进行方向相反,稀碱浓度逐渐增加,最后由泵送至碱液回收站蒸浓再供使用。
织物经稀碱冲吸以后脱离布铗,进入去碱箱进-步去碱。去碱箱是一铁制密封箱,箱盖可以吊起,以便穿布和处理故障。箱内上下有铁制导布辊各一排,上排主动,下排被动。进出口处均有水封,以阻止箱内蒸汽向外逸出。下排导滚之间有铁板相隔。箱底部盛水,用以洗去布上残碱。箱底呈倾斜形,前低后高,后进水前出水,逐格倒流。织物层间装有直接蒸汽管,运转时向织物喷射蒸汽,部分蒸汽在织物表面冷凝成热水,并籍蒸汽喷射作用渗入织物内部,起冲淡碱液和提高温度的作用。下排导辊浸没在去碱箱下部的水中,当织物进入下辊筒附近时,织物上较浓的碱液与箱中的淡碱水发生交换作用,结果织物上含碱量降低,水中含碱量逐增。经多次交换,织物上烧碱可以大部除去,每公斤干织物含碱量可降至5g以下。织物离开去碱箱后进入平洗槽,进一步洗去织物上残碱。出布时要求一般织物pH值为7~8,厚重织物pH值为8~9。必要时可用硫酸稀溶液加入平洗槽中,中和织物上残碱,再水洗至织物呈中性(出布pH值6.5~7.5),但因增加成本,一般很少采用。
②弯辊丝光机:组成与布铗丝光机基本相似,仅伸幅部分不同,弯辊丝光机的伸幅装置由一浅平具有一级阶梯的铁槽和10~12对弯辊组成。弯辊由弯芯轴、轴套和铁套筒组成,前半段铁套上包有一层刻有周向槽纹的橡胶层。丝光时织物绕经弯辊套筒的弧形斜面时,受到纬向的分力作用将布幅拉向两边而伸幅,但扩幅效果不如布铗链,又易使纬纱造成弧形,且布边约束力不如中间,容易造成经纱密度不匀(中间稀,两边密),总的效果不佳,目前国内已很少使用。
③直辊丝光机:与前两种丝光机结构差异较大,它没有浸轧装置和伸幅装置。织物浸碱及去碱均在长槽内完成,槽内有多对上下排列互相轧压的直棍,上排包有耐碱橡胶,下排是主动铸铁辊,表面刻有向外旋的分丝纹,可防止织物收缩,起扩幅作用。铸铁辊浸在丝光碱液内,工作时织物在上下两排直辊间成波浪形穿行,每浸碱一次,即在软硬辊的轧点问轧液两次。织物经过碱液浸轧槽后便通过一重型轧液辊轧去多余碱液,再经过去碱槽、去碱箱和平洗槽完成丝光过程。直辊丝光机是利用织物经向张力及浸碱后织物收缩力,使织物紧贴在直辊表面,依靠它们之间的摩擦力来阻止织物纬向的收缩,因此伸幅效果较差。但是直辊丝光机可以双幅同时生产,产量较高,浸碱时间长,丝光匀透,不会产生破边,占地面积较小,操作方便,目前主要用于涤棉纺织物丝光,纯棉织物因布幅难达到要求,一般未用直辊机丝光。
2、丝光方法
棉布丝光方法及其工序安排有多种,如坯布丝光、干布丝光、湿布丝光、热碱丝光、染后丝光及其它丝光方法。目前在生产中应用最多的仍是干布丝光法,即在织物练漂后轧水烘燥成为干布再进行丝光。因干布吸碱均一,轧碱时碱液浓度降低较少,便于控制及回收。干布丝光时由于干布表面先接触浓碱液,使织物表面溶胀,碱液难以透入布芯,造成表面丝光,丝光程度不均匀。湿布丝光即针对干布丝光的不足之处,将织物轧水后引入浓碱槽,由于织物含有一定水分,浓碱容易透芯,丝光均匀,可以省去预烘燥工序,但湿布要求轧水均匀,轧余率愈低愈好,以免丝光浓碱液过分稀释,影响淡碱回收。湿布丝光的效果稍逊于干布丝光,对染色半制品尚难掌握。染后丝光仅用于染色时因少数染料上染较快,易使上染不匀,或某些易在丝光时被擦伤的织物,但因工艺路线倒转,不能发挥丝光后染色能节省染料的优点,而且丝光淡碱受染料沾污,不利于回收,也不能利用丝光消除前处理中的折皱条,总的来说是弊多利少。
3、影响丝光的因素
①
碱液浓度:只有当碱液浓度达到某一临界值后,才能引起棉纤维剧烈膨化。烧碱浓度在100~250g/L范围内,棉纤维经向收缩率随浓度的增加而上升,超过250g/L后,收缩率上升较缓和;浓度为300g/L时收缩达最高值。浓度超过300g/L,经向收缩率反而有所下降,因此丝光碱液浓度一般控制在240~280g/L,对织物光泽及改进染色性能都有较好的效果。如丝光的目的只为了提高染色时染料上染率,可将丝光碱液浓度控制在150~180g/L,称为半丝光工艺。烧碱中含杂应尽可能少,烧碱中的碳酸钠及食盐含量不能超过一定范围,否则将造成纤维膨化不匀。在回收丝光淡碱液时,应先将淡碱液经过净化处理,除去丝光冲洗时带进的纤毛、浆料、碳酸钠及其它杂质。常加进纯碱及石灰,待澄清过滤后再送入蒸发器蒸浓供重新使用,未经净化处理的淡碱液,蒸成浓碱后由于杂质积累,对丝光效果常有不良影响。
②
张力:对织物经纬向施加张力,是丝光时必要条件之一,在适当张力下,可以防止织物收缩,而且织物光泽也随张力加大而提高,织物强力也有增加,但吸附性及断裂延伸度却因张力增大而下降。一般纬向施加的张力尽可能使织物达到坯布宽幅,经向张力控制在丝光前后织物无伸长或少伸长为佳。
③
温度:棉纤维与浓碱作用是放热反应,因此温度提高将降低丝光效果。降低碱液温度可提高织物光泽,但碱液粘度随温度降低而增加,碱不易透入织物内部,以致丝光不透,目前多采用常温丝光,在轧碱槽外壁夹层中通以冷流水,使槽内碱液降温,保持一定温度。
④
时间:丝光所需时间决定于浓碱液均匀地渗透到织物、纱线、纤维间的时间。在生产时以织物进入头道轧碱槽至第一次冲吸过程,所需时间为35~5Os。薄织物可适当缩短,厚重织物应稍延长。在碱液中加入耐碱润湿剂,可以加速碱液渗透,缩短工艺时间。但此类润湿剂价格较高,又影响丝光淡碱回收,应用不多。
⑤
去碱:丝光时必须将织物上烧碱量冲洗降低至6%~7%
以下,才能够放松张力,出布铗,否则出布铗后,织物仍将收缩。也就是应在布铗或其他伸幅装置上,将织物上烧碱含量冲洗至使织物不收缩的安全范围,再进入去碱箱及平洗槽等后洗装置。整个冲洗去碱采用逆流法,即全部冲洗液流动方向与织物进行方向相反,冲洗液含碱量逐渐增加,便于回收。烧碱在水中溶解度随温度增高而加大,为了提高冲洗去碱效果,冲吸碱液必须加热至70℃,去碱箱温度不低于95℃。
|