|
蛋白质纤维织物的前处理
(一)羊毛的前处理
从羊身上剪下的羊毛称为原毛。原毛中除羊毛纤维外,还含有大量的杂质,羊毛纤维在原毛中的百分含量称为净毛率。由于原毛中含有杂质,所以不能直接用于毛纺生产。
原毛中含有杂质的种类、含量及其性质,随羊的品种、牧区情况及饲养条件的不同而存在差异,杂质含量一般为40%~50%,有的甚至高达80%。杂质的成分可分为天然杂质和附加杂质两类,天然杂质主要为羊身上的分泌物羊脂、羊汗及羊只本身的排泄物。外来杂质主要为草屑、苹籽及砂土等。
羊毛必须经过前处理才能进行纺织加工。羊毛前处理加工的任务,就是利用一系列物理机械的和化学的方法,除去原毛中的各种杂质,使其能够满足毛纺生产的要求。
原毛的前处理包括洗毛、炭化和漂白。洗毛的作用是除去羊毛纤维中的羊脂、羊汗及砂土等杂质;炭化的作用是去除原毛中的植物性杂质。通过这些作用,可使原毛呈现原有的洁白、松散、柔软及较高的弹性等优良品质,保证纺织加工能顺利进行,如果加工产品为浅色或漂白品种,羊毛则需要进行漂白加工。
1.洗毛
洗毛目的主要是为了除去原毛中的羊脂、羊汗及砂土等杂质。洗毛质量如果得不到保证,将直接影响梳毛、纺纱及织造工程的顺利进行。羊汗的主要成分为无机盐,能溶于水。羊脂是羊脂腺的分泌物,它沾附在羊毛的表面,起着保护羊毛的作用。羊脂不溶于水,要靠乳化剂或者有机溶剂才能洗除。洗毛方法有乳化法、羊汗法、溶剂法以及冷冻法等,其中以乳化法应用最为普遍。
(1)乳化法洗毛工艺
乳化法洗毛可分为如下几种工艺。
①皂碱洗毛
皂碱洗毛法即是用肥皂作洗涤剂、以纯碱作助洗剂的洗毛方法。洗毛时肥皂液润湿纤维表面并渗入纤维与羊脂之间,借助机械作用使羊脂及污物脱离纤维,转移到洗液中,形成稳定的乳化体,不再沾附在纤维上。纯碱的作用是维持洗液的pH值,抑制肥皂水解,提高净洗效果。
皂碱洗毛时,皂碱的用量应根据羊脂及其它杂质的含量而定,制定洗毛工艺前需了解原毛中杂质的情况。皂碱初加量应根据羊毛含脂的乳化性能来控制,国产毛皂液浓度一般选择在0.2%,超过这个浓度,不但乳化能力没有提高,过多的泡沫反而会影响羊毛的洗涤,并且会对羊毛有损伤,为防止羊毛的损伤,碱液浓度应控制在0.2%以下。如果水质较硬,可适当增加用喊量。
皂碱洗毛时,pH值接近10最易乳化羊毛脂,此时温度应选在45~55℃,漂洗液pH值应控制在9以下,以免烘干时羊毛受到损伤。
②合成洗涤剂加纯碱洗毛:此法又称轻碱洗毛。这种方法是以合成洗涤剂为净洗剂,以纯碱为助剂的一种洗毛方法。纯碱不但可提高合成洗涤剂的净洗效果,而且还可以帮助皂化油脂,所以采用此法比较普遍。羊毛对碱比较敏感,所以在制定工艺时,需要严格控制工艺参数。
③铵碱洗毛
采用轻碱洗毛时,残留的碱在烘燥及贮存时,易使羊毛因氧化加速而受到损伤。工艺上可采用铵碱洗毛来克服这一点,就是在两个加料槽中,前一槽以纯碱为助剂,后一槽以硫酸铵代替纯碱作助洗剂。硫酸铵可与残留的碱中和,其用量应取决于第一加料槽的轧余率,通常情况下,硫酸铵与纯碱的用且比为1:3。
④中性洗毛
中性洗毛就是以合成洗涤剂为洗净剂,以中性盐作助洗剂的洗毛方法。中性洗毛法的特点是对水质要求不高,对羊毛损伤小,洗净毛的白度,手感均较好,而且不易引起羊毛纤维的毡结,长期贮存不泛黄。
中性洗毛洗涤剂的用量应根据洗涤剂的去油污能力而定,中性盐元明粉用量为0.1%~0.3%,其主要作用是降低洗涤剂的临界胶束浓度,使其在较低的浓度下,发挥良好的净冼作用。中性洗毛时,由于洗液近于中性,所以温度相对可以高一些,一般可控制在50~60℃。
⑤酸性洗毛
在日光辐射强度大、气候变化幅度大、土壤含盐、缄较多的高原地带,所产羊毛的羊脂含量低,土杂含量高(如新疆毛)。这类羊毛本身强度低,弹性较差,如用一般碱性洗毛法洗毛,易使净毛发黄毡并,颜色灰暗,洗涤过程中水质变硬,pH值不易控制。所以在洗涤这类羊毛时,可选用合成洗涤剂烷基磺酸钠或烷基苯磺酸钠,在酸性溶液中洗毛,洗毛效果好,且不损伤羊毛。酸剂一般选用醋酸。
(2)洗毛设备
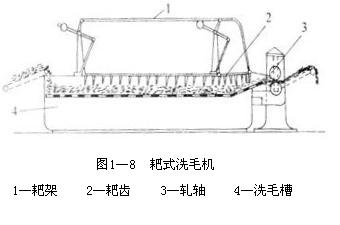
洗毛设备有耙式洗毛机、喷射式洗毛机等多种型式。目前应用较多的为耙式洗毛机。耙式洗毛机如图1-8。
图1―8
耙式洗毛机
1―耙架
2―耙齿 3―轧轴
4―洗毛槽
该机是由若干个洗毛槽组成,一般多采用3~5槽。若原毛中含脂量较低,也可采用三槽。第一槽为浸渍槽,以清水润湿羊毛并洗除部分杂质;第二、三槽为洗涤槽,利用洗涤剂洗除羊毛杂质;第四、五槽为漂洗槽,以清水洗除羊毛残留的洗涤剂。羊毛在槽中借钉耙的往复运动向前推移,按羊毛的前进方向在各槽中分别经纯碱、皂碱及清水洗涤。
羊脂可回收利用,颇有经济价值。
2.炭化
羊在放牧的过程中,常常粘附一些草屑、草籽等植物性杂质,这些杂质有的与羊毛缠结在一起,经过选毛、开毛、洗毛工序,可以去掉一部分,但有的甚至经过梳毛也不能完全去掉。这些杂质的存在,不但影响纺纱工程,而且影响毛纱的质量,在染色中还易形成染色疵病,因此,必须经过炭化工序加以去除。
炭化就是利用羊毛纤维和植物性杂质对无机酸有不同的稳定性,使植物性杂质受到破坏,达到除草的目的。植物性杂质的主要成分是纤维素,在高温时纤维素遇酸脱水炭化,炭化后的杂质焦脆易碎,在机械的作用下可从羊毛纤维中分离去除。酸对羊毛纤维的损伤很小,但在高温及强酸的作用下,羊毛纤维也会受到一定程度的损伤,从而影响其手感、强力及弹性。炭化时酸的浓度并不高,羊毛纤维本身不致受到明显的损伤,但如果在生产中羊毛吸酸或含水不均匀,在烘干或者烘焙过程中,就会造成局部酸液浓度剧增,也会引起羊毛损伤。
根据羊毛纤维制品的形态,羊毛的炭化可分为散毛炭化、毛条炭化和匹炭化三种。
散毛炭化多用于粗纺产品,散毛炭化时,对羊毛的损伤较其它炭化方式大,并且相对来说,成本较高,但散毛炭化去杂效果好,炭化时可加入羊毛保护剂,以减少对羊毛的损伤。
毛条炭化相对来说具有较多的优点,由于较大的植物性杂质在梳毛过程中已被除去,所以剩余的只是细小杂质,很容易被炭化去除,所以对羊毛的损伤性较小。毛条炭化可在毛条复洗机上进行,占地面积小,相对来讲比较经济。但毛条经过炭化加工后,其纺纱能力下降。
匹炭化多在洗呢机上进行,所以可节省设备投资。匹炭化一般用于含植物性杂质较少的原料,羊毛纤维是在未经处理的条件下进行纺织加工的,所以织物的机械性能较好。但匹炭化具有一定的局限性,如含杂较多的产品,混纺织物及需经过缩呢的粗纺织物不适用。呢端编号和边字为纤维素纤维,烘呢时还要涂上碱液加以保护,以免被酸烧掉。
无论采用哪种方式,其工艺过程均为浸水→浸轧酸液→脱酸→焙烘→轧炭→中和水洗→烘干。
3.漂白
羊毛及其织物经充分洗练后,已较洁白,一般染色织物可直接染色,不必再经漂白。对于白度要求较高的白色织物才需要漂白。
羊毛具有天然的淡黄色,羊毛中的天然色素,可用双氧水氧化漂白,也可用还原剂漂白,还可以先氧化后还原漂白。某些白色或浅色产品还需要进行增白处理。
(1)氧化漂白
利用氧化剂的氧化作用,将羊毛的色素破坏,使其颜色消失。这种漂白方法的特点是白度持久,不易泛黄,但对羊毛容易造成损伤。固此必须严格控制工艺条件,防止过度氧化,造成手感粗硬,强力下降,氧化漂白不能使用次氯酸钠,它会使羊毛纤维变黄、脆损。常用的氧化漂白剂为双氧水。参考工艺处方如下:
双氧水(35%)
2.3kg
硅酸钠(相对密度1.4)
0.7kg
润湿剂
0.1kg
加水
100L
(2)还原漂白
利用还原剂的还原作用将羊毛中的色素还原,从而使颜色消失。这种漂白方法的特点是对羊毛损伤小,但白度不稳定,长时间和空气接触,易受空气氧化而泛黄。毛纺工业常用的还原漂白剂为漂毛粉,它是由60%低亚硫酸钠和40%焦磷酸钠混合组成。
(3)先氧化后还原漂白
这种漂白方法又称双漂。双漂工艺同时具有氧化漂白和还原漂白的优点,光泽洁白,漂白效果持久,织物手感好,强度损失小。
(4)增白
毛纺产品经过氧化或还原漂白后,常常带有黄光,因此可在漂白过程中同时进行增白。增白后漂白织物更为洁白润目。毛织物常用的增白剂为荧光增白剂VBL、增白剂WG等。
(二)、蚕丝织物的前处理
蚕丝是天然蛋白质纤维的一种,按蚕的品种分,蚕丝有桑蚕丝、柞蚕丝、蓖麻蚕丝和木薯蚕丝等。生丝及其织物(称为坯绸)中含有大量的丝胶杂质,其中大部分是纤维材料本身固有的丝胶(约20%~30%)及油蜡、灰分、色素等。另外还有在织绸时加上的浆料,为识别捻向施加的着色染料以及操作、运输过程中沾上的各种油污等。这些天然和人为杂质的存在,不仅有损于丝织物固有的优良品质,影响服用价值,而且使织物很难被染化料溶液润湿和渗透,妨碍染整加工。因而除特殊品种外生丝及其织物都必须经过精练加工以除去杂质,为后加工提供合格的半制品或直接得到练白产品,这一加工过程称为精练。由于丝织物精练目的主要是去除丝胶,随着丝胶的去除,附着在丝胶上的杂质也一并除去。因此,丝织物的精练又称脱胶。
1.脱胶的原理
蚕丝主要是由丝素和丝胶组成,它们都是蛋白质,基本组成单位都是α―氨基酸,具有亲水性和两性性质。但是,由于组成氨基酸的种类、含量不等,使丝胶和丝素分子构型和形态结构有着很大的差别。丝胶蛋白质中所含羟基氨基酸(丝氨酸、苏氨酸)、酸性氨基酸(天门冬氨酸、谷氨酸)及碱性氨基酸(软氨酸、精氨酸)的数量远比丝素中多,这些氨基酸都带有极性较强的亲水性基团,使丝胶分于排列紊乱松散,呈球状粒子。而丝素蛋白质则明显的纤维化,分子链间相互接近,形成结晶性的整列区域。
丝胶和丝素在组成和结构上的差异,导致了二者在性质方面的不同:丝胶则能在水中,尤其是在近沸点温度的水中膨化、溶解,丝素在水中不能溶解。当有适当的助剂如酸、碱、酶等存在的情况下,丝胶就更容易被分解,而丝素则显示出相当的稳定性。蚕丝及其织物的精练,实质上就是利用丝素和丝胶这种结构上的差异以及对化学药剂稳定性不同的特性,在其它助剂的作用下除去丝胶及其它杂质,以获得具有较好光泽,手感柔软,白度纯正,渗透性好的产品。利用酸、碱、酶等进行处理,均能达到脱胶目的。
2.常用脱胶设备及方法
桑蚕丝织物脱胶设备目前采用的有:精练槽、半幅连续精练机、星形架精练等。由于精练槽工艺成熟,仍为绝大多数厂家加工的主要设备。
(1)精练槽的结构和精练工艺
精练槽是用不锈钢板制成的长方形桶,槽口有较宽的沿口便于搁置挂杆,槽宽一般在120cm左右,槽深视织物的门幅而定。长度根据所需容积和允许占地面积而定,一般约为220cm。
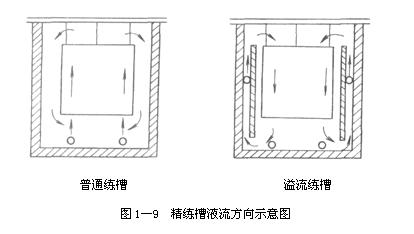
目前常用精练槽容量有3200L、4000L、4600L等几种。在精练槽底部布有直接加热蒸汽管,和多孔不锈钢板。如图1―9所示。
按照工艺操作要求,精练槽排列一般为7~9只直排,在精练槽上方还装有电动吊车,用以升降织物和移动织物到下一槽处理。精练槽结构简单,操作亦较方便,目前仍为各厂家所使用。
以精练槽为主要设备加工桑蚕丝织物的脱胶方法常见有皂一碱法、合成洗涤剂一碱法及酶脱胶法。
①皂一碱法
皂碱法以肥皂作为主精练剂,并添加适量纯碱、磷酸三钠、硅酸钠等碱剂作为助练剂。为了去除色素,提高织物白度,还可使用少量保险粉或过氧化氢等作为漂白剂。采用皂―碱法精练后的丝织物,手感良好且具有柔和的光泽。皂―碱法工艺流程主要包括:精练前准备→预处理→初练→复练→练后处理。
预处理一般用0.5~1.5g/L,浴比1:40~50的碱液浸渍坯绸,溶液温度80~85℃,浸渍时间45~60min。预先使丝胶溶胀,有助于均匀脱胶和缩短精练时间。
初精是精练的主要过程,需要较多的精练剂和较长的时间。初练溶液浓度为:肥皂7~9
g/L,硅酸钠1~2 g/L,纯碱0.3~0.6
g/L,保险粉0.3~0.4
g/L,浴比1:40~50,温度98~100℃,时间80~100min。
复练的作用在于去除初练后仍残留在织物上的丝胶和其它污物。复练时所用的精练剂与初练基本相同,肥皂用量为初练用量的一半,助练剂的用量与初练相同。织物经复练后,变得洁白、柔软,并富有光泽。
练后处理包括水洗、脱水和烘干。
②合成洗涤剂一碱法
合成洗涤剂―碱法脱胶是以合成洗涤剂为主练剂,代替了皂―碱法中初、复练所用的肥皂。工艺流程、工艺条件和操作方法均与皂―碱法基本相同。
脱胶用表面活性剂,要求具有良好的润湿、渗透性能和较强的乳化、分散、去污能力,以提高脱胶效率,使绸面洁净,同时应耐碱和耐高温,以防在加工过程中表面活性剂受到破坏而失去效力。一般采用阴离子型和非离子型两类。常用于精练的洗涤剂有:雷米邦A、洗涤剂209、净洗剂LS、分散剂WA、渗透剂JFC等。
③酶―合成洗涤剂法
酶是一类由生物体产生,并可脱离生物体而独立存在的具有特殊催化作用的蛋白质,又称生物催化剂。由于酶的催化作用具有高度专一性,对纤维上其它杂质的去除率很小。因此,常和肥皂或合成洗涤剂合用,以进一步提高精练效果。酶―合成洗涤剂是目前常用的方法。
酶精练的工艺流程为:前准备→预处理→酶脱胶→精练→练后处理。
酶精练的预处理比皂碱的预处理更为重要。这是因为酶练的温度远比皂碱精练的温度低,不利于丝胶的溶胀,所以必须预先使丝胶充分溶胀,才能在酶脱胶时使蛋白酶与丝胶均匀而迅速地作用。
预处理一般使用1~2
g/L的纯碱溶液,在95~98℃温度下,处理坯绸30min。预处理练液的pH值由碱剂(硅酸钠、碳酸钠)来调节,要求渗入于丝胶层中的碱剂量不能超出酶作用的最适pH值范围。
酶脱胶是以蛋白酶的溶液进行脱胶。蛋白酶有碱性、中性、酸性三类,脱胶液应根据所选用蛋白酶的种类和性质,控制适当的用量和最佳的pH值。
精练是为了去除酶练时尚未脱除的丝胶及脂蜡、色素等其它吸附在织物上的杂质以达到彻底精练的目的。因此按照合成洗涤剂法精练的工艺条件处理即可,但精练剂的用量可适当减少,处理时间可适当缩短。酶―合成洗涤剂法可改善泛黄程度,手感柔软、渗透性好,但光泽较差。
(2)平幅连续精练
意大利MEZZERA公司生产的VBM―LT型长环悬挂式平幅连续精练机,如图1―10所示。
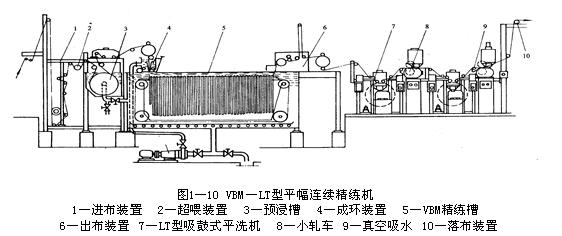
全机由进绸装置、成环装置、VBM精练槽、LT平洗槽、落布装置等组成。织物经进布架由吸边器扩幅并定位中心,然后导入预浸槽,织物预浸时,在高温练液的作用下织物收缩,起到预缩的效果,再借超喂辊和进绸成环装置使织物平幅进入精练槽。精练后的织物经过中心定位装置,纠正织物可能在练槽中出现偏离中心的现象,然后通过二辊轧车去除织物上所带的练液,再由张力调节装置控制好织物的经向张力,直接进入水洗槽进行水洗,织物最后经出布装置平幅落绸或卷取落绸。
平幅连续精练可用于各类真丝织物的精练,练白成品比挂练成品脱胶均匀,没有灰伤、吊襻印等疵病。该机自动化程度较高,节省人力,降低劳动强度。但浴比过大,耗水、耗电、耗汽,精练成本较高。若操作不当,薄织物易飘浮,成环时会折叠或偏离中心,产生无法修复的皱印等。
(3)星形架精练
星形架精练桶主要由星形挂绸架和圆形练桶两部分组成。精练时,需人工将坯绸单层地挂在可以旋转的星形架的挂钩上,然后用吊车吊入圆形练桶中精练。星形架精练用精练剂主要是肥皂、纯碱、泡花碱、保险粉、表面活性剂等,用量与精练槽挂练相同。
星形架精练工艺流程为:生坯退卷→缝头→手工挂绸→预处理→初练→热水洗→复练→热水洗→温水洗→冷水出桶→整体脱钩→轧水打卷。
|